Dagens jobb var en
pumpe, lik de jobbene jeg har utført tidligere. Forskjellen her er at pumpen,
som er flertrinns er designet for å produsere høye trykk, men som en følge mindre
mengder. Dette medfører også litt mer komplikasjoner hvis man ikke jobber
faglig korrekt. Det har ofte betydning i hvilken rekkefølge impellerene ligger.
Disse kan være designet med ulikt antall skovler, stigning (fig 1) og klaring til
pumpehuset som her ligner mer på en sylinder siden dette i grunn er flere
pumpehus i rekke, der forandgående pumpehus’ trykkstuss er tilkoblet nestes
sugestuss. I disse overgangene er det den største faren for kavitasjon
foreligger. Her vil vi etter krappe bend oppleve høye reynoldstall.
 |
| Fig 1 |
Hva kraftoverføring
angår, er den vanligste løsningen en gjennomgående aksling, med radielle kule/glidelagre
i begge ender av sylinderen. (Fig 2) Det kan også, ved meget lage akslinger være flere
lagre underveis. Sistnevnte er heller uvanlig. For at disse pumpene skal kunne
yte arbeid må det være en form for akseltetting for å forhindre trykkfall. Vi
har flere typer, avhengig av mediet, samt trykklassen vi opererer med. På nevnte
pumpe var det en back-to-back pakkboks med to seter. Disse stod mot hverandre
med et mekanisk trykk i form av en spennfjær, samt trykksatt demineralisert vann
som spyle/slipemiddel. Vannets oppgave er å fjerne brukt materiale og rense
setene. Dette vannet lages for øvrig ved hjelp av ionebytterfiletere,
kullfilter og karbonfeller. Ved at de var back-to-back vet vi at det er to
seter av et aktivt materiale. Her ville silisiumkarbidbaserte seter vært
fornuftig, til tross for en avskrekkende pris, da vi opererte med et meget
reaktiv medie. Hydrogenperoksid er notorisk for å reagere kraftig ved kontakt
med karbonbasert materiale. Som et sikkerhetstiltak ble disse delene vannspylt
lenge for å sikre nøytralisering av eventuelle rester.
 |
| Fig 2 |
Når vi er inne på
kraftoverføring er det verdt å nevne at disse pumpetypene kan være noe sårbare,
da det ikke bare er flere akseltetninger som kan være lekke, men én aksling som
skal drive et større antall med løpehjul. Dette påfører kilen og kilesporet
store, radielle skjærkrefter. (Fig 3) Det er derfor viktig av vi beregner riktig
materiale til kilen, kilesporets dybde proporsjonalt med akslingens diameter og
motorens moment og turtall. Nødvendige tabeller og formler vil vi finne for
eksempel i verkstedhåndboka.
 |
| Fig 3 |
Det er momentet som
er det med interessante. Vi må beregne at aksling og kupling/kile skal tåle den
tilkoblede motoren maksimale moment ved oppstart eller ved tilførsel av et fremmedlegeme
som forhindrer et eller flere løpehjuls rotasjon. Hvis dette er en situasjon
med stor sjanse for at det skal inntreffe, kan vi for eksempel designe kilens
materiale ved de individuelle impellerne, slik at det vil klippes ved et gitt
moment. Da vil pumpen fortsatt gi et trykk, ikke tilsvarende maks, men der
omkring, samt for hindre en torsjonsvridning av akslingen. (Fig 4) Enklere; kan vi
stille motorens vern til å koble den ut tidligere, men da må vi lite på at vi
har en fungerende sekundærenhet.
 |
| Fig 4 |
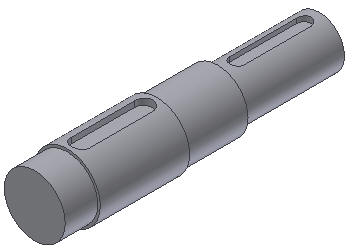
Akselhylsens (fig 5) jobb er
i denne sammenhengen å forhindre dette, for å spare akselen. Gi får en
glidelagereffekt ved at denne ligger mellom impelleren og akselen, noe som gjør
at den viktigste kraftoverføreren blir kilen som ligger mellom respektive
kilespor. Med dette sagt, skal det likevel sies at det ofte er en
mellompassning, slik at det etter oppstart ikke vil slite like mye på kilen.
 |
| Fig 5 |


